 It's
not necessary to use an expensive tilting rotary table. If you 'll remember
your high school trigonometry, the tangent of the angle is equal to the
length of the opposite side divided by the adjacent side. (tan A = a/b)
It's
not necessary to use an expensive tilting rotary table. If you 'll remember
your high school trigonometry, the tangent of the angle is equal to the
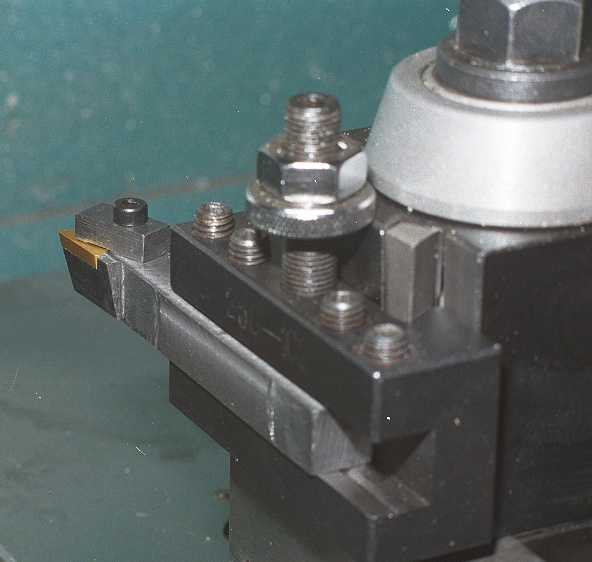
length of the opposite side divided by the adjacent side. (tan A = a/b)This toolholder accurately mounts inexpensive TPG 322 or 321 carbide cutting inserts. It's indexable - if a cutting edge is dulled, the insert can be removed and replaced with a sharp edge in position without losing cutting position.
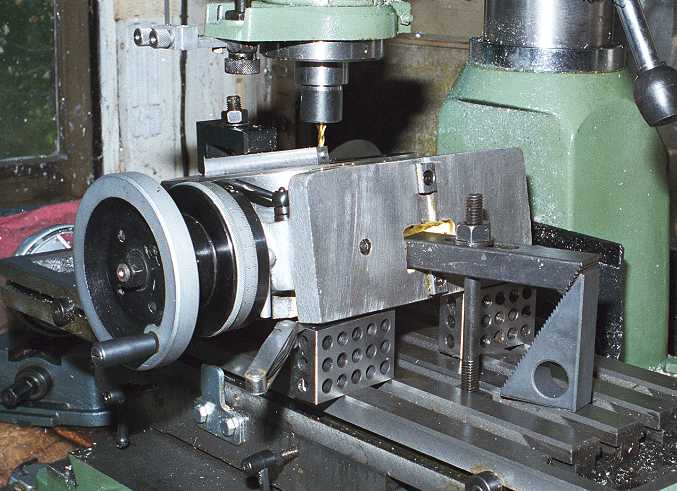
This is a facing tool, so the holder is cut for a 5 degree side clearance. The TPG inserts have an end-relief angle of 11 degrees, so the sides of the cut must be accurately cut at 120 degrees while the rotary table is tilted at the 11 degree angle required.
At press time, 10-packs of TPG322 inserts can be found for $15US.
It's
not necessary to use an expensive tilting rotary table. If you 'll remember
your high school trigonometry, the tangent of the angle is equal to the
length of the opposite side divided by the adjacent side. (tan A = a/b)
Here, we want the tangent of 11 degrees to equal the elevated height at the rear of the table divided by its length. Solving for the opposite side yields 2.015" - nicely provided by two 1-2-3 blocks and a pair of feeler gauges.
If you don't have a rotary table, you could use a milling vise with a rotary base, although it'll be tougher to set your 120 degree angles accurately.
 Cutting
the edge of the insert slot. Here's a closup.
Once the edges are cut at 11 degrees the table is laid flat and the bottom
of the insert cutout is milled.
Cutting
the edge of the insert slot. Here's a closup.
Once the edges are cut at 11 degrees the table is laid flat and the bottom
of the insert cutout is milled.
For setup convenience in the lathe, I milled the distance from the face of the insert to the bottom of the holder to .5000".
 The
completed facing holder with clamp, screw and insert.
The
completed facing holder with clamp, screw and insert.
The face of the insert stands .005" above the top of the holder for positive clamping.
 Ready
for duty.
Ready
for duty.
![]() to
HSM page
to
HSM page
{kind=link}